
Extend 1520.1520
Универсальный полуавтоматический ленточнопильный станок двухколонного исполнения, разработанный для раскроя полнотелых и профильных заготовок под углом 90°. Производительность данных станков обеспечивается за счет трехсторонних твердосплавных направляющих ленточного полотна, перемещения пильной рамы по преднатянутым линейным направляющим, расположенным на колоннах станка, широкого прочного ленточного полотна и синхронно работающей щетки для очистки ленточной пилы от стружки.
Горизонтальный ленточнопильный станок Bomar Extend 1520.1520
Описание
Bomar Extend 1520.1520 – это универсальный полуавтоматический ленточнопильный станок двухколонного исполнения, разработанный для раскроя полнотелых и профильных заготовок под углом 90°. Производительность данных станков обеспечивается за счет трехсторонних твердосплавных направляющих ленточного полотна, перемещения пильной рамы по преднатянутым линейным направляющим, расположенным на колоннах станка, широкого прочного ленточного полотна и синхронно работающей щетки для очистки ленточной пилы от стружки. Основание, рама и колонны во всех станках Extend заполнены полимерным бетоном, разработанным компанией Bomar. В совокупности с использованием преднатянутых направляющих для перемещения пильной рамы технология применения полимерного бетона позволяет производить раскрой заготовок практически без возникновения вибраций. Фиксация заготовок в тисках, опускание пильной рамы управляются при помощи гидравлики, подача заготовок производится вручную. Полный рабочий цикл запускается нажатием одной кнопки: зажимается заготовка, запускается ленточное полотно, производится раскрой, пильная рама возвращается в исходное верхнее положение, которое заранее устанавливается оператором, открываются тиски. При переведении станка в ручной режим работы всеми функциями можно управлять по отдельности с помощью контрольной панели, которая устанавливается на отдельно стоящий пульт управления со встроенным электрошкафом. Гидравлические тиски оснащены цилиндрами, работающими на полную длину штока. Станок оборудован частотным преобразователем, посредством которого устанавливается оптимальная скорость движения ленточного полотна в диапазоне от 15 до 90 м/мин. В стандартное оснащение станка включена система регулировки усилия резания в зависимости от сопротивления обрабатываемой заготовки, бесступенчатая регулировка скорости опускания пильной рамы. Наклон пильной рамы 2° обеспечивает оптимальный заход пильного полотна в заготовку. По запросу пильная рама может быть наклонена на угол 6°. Альтернативно, рама может не иметь угла наклона вовсе (0°), что необходимо при раскрое полнотелых заготовок. Благодаря рольгангам для подачи и выгрузки заготовок станок можно преобразовать в автоматизированную линию.Стандартная комплектация
- Двухколонное исполнение.
- Режим работы станка – полуавтоматический.
- Сварная конструкция пильной рамы.
- Гидравлические зажимные тиски.
- Эргономичный дизайн станка.
- Бесступенчатое регулирование скорости ленточного полотна в диапазоне 15-90 м/мин с цифровой индикацией.
- Бесступенчатая регулировка скорости подачи пильной рамы и усилия реза.
- Система автоматической регулировки скорости подачи пильной рамы в зависимости от меняющихся условий в процессе реза (твердость материала, усилия резания).
- Высокоточное позиционирование лезвия пилы на карбидных направляющих.
- Мощный и надёжный двигатель.
- Система автоматического выключения при разрыве или повреждении ленточного полотна.
- Отдельно стоящий пульт управления. Управление с помощью кнопок на панели управления. Пульт управления ставится в любое удобное место.
- Встроенная система подачи СОЖ с регулируемой интенсивностью, возможность установки дополнительного шланга подачи СОЖ (опция) для раскроя сплошных заготовок, а также Микронайзера (опция) для создания воздушно-масляного тумана.
- Приводная щетка для очистки полотна, приводится в движение посредством передачи крутящего момента от шкива.
- Гидравлическая система подъема-опускания пильной рамы.
- Гидравлические тиски для удержания заготовки.





Техническое описание
Станина
Станина представляет из себя сварную конструкцию удобной высоты для подачи заготовок. Данная конструкция заполнена специальной смесью полимерного бетона для поглощения вибраций, и обеспечения ровной работы станка при раскрое.Пильная рама
Пильная рама станка представляет из себя сварную конструкцию, заполненную смесью полимерного бетона для плавного хода и увеличения срока службы. Наклон пильной рамы в 2° относительно горизонтальной плоскости является оптимальным для использования ленточнопильных станков.Направляющие пильной рамы
Пильная рама перемещается по двум колоннам с линейными направляющими. Колонны точно закреплены у основания и верхней части. Вертикальное перемещение пильной рамы осуществляется за счёт двух гидравлических цилиндров. Колонны заполнены смесью полимерного бетона для поглощения вибраций.Фиксация заготовок
Фиксация заготовок осуществляется c помощью гидравлических тисков, работающих от полноходного гидравлического цилиндра. Опционально тиски могут быть укомплектованы системой регулировки усилия прижима заготовки в процессе фиксации. Так же на тиски может быть установлен дополнительный верхний гидравлический прижим для пакетного раскроя заготовок (опция).Натяжение полотна пилы
Натяжение ленточного полотна пилы осуществляется вручную механическим путём. Датчик отслеживает натяжение полотна. В случае недостаточного натяжения или разрыва ленточного полотна пилы двигатель станка немедленно выключается. Уровень натяжения полотна отображается на гидравлическом манометре. Опционально возможно гидравлическое натяжение полотна.Направляющие ленточного полотна пилы
Ленточное полотно движется по вращающимся шкивам. В зоне реза полотно направляется посредством твердосплавных направляющих, которые обеспечивают точность хода и долгий жизненный цикл ленточного полотна. Левый направляющий блок пильного полотна крепится на призмообразном держателе. Правый блок зафиксирован, левый блок перемещается вручную. Положение левого блока регулируется в зависимости от ширины заготовки. Направляющая, по которой перемещается регулируемый блок, позволяет устанавливать минимальную дистанцию между заготовкой и направляющей пилы.Привод пилы
Привод пильного полотна осуществляется посредством 11 кВт двигателя- опционально 15 кВт, станок оснащен червячным редуктором, скорость перемещения ленточного полотна регулируется в диапазоне от 15 до 90 метров в минуту посредством регулятора и частотного преобразователя, расположенного на панели управления. Скорость движения полотна пилы отображается на пульте управления оператора.Система очистки
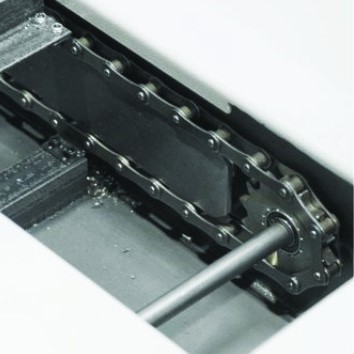
Система очистки представляет из себя щётки, вращающиеся синхронно со скоростью движения полотна пилы. Щётки очищают ленточное полотно пилы от стружки, возникающей в процессе реза, предотвращают попадание стружки в пильную раму и пространство между полотном и шкивами.Система охлаждения
Система подачи СОЖ поставляется вместе со станком. Интенсивность подачи охлаждающей эмульсии регулируется с помощью клапанов (кранов), расположенных на направляющих блоках, к клапанам подключены подающие шланги. В основании станка установлен резервуар объемом 80 литров, из которого ведётся подача СОЖ. Эмульсия стекает вместе со стружкой в лоток с решеткой. Что предотвращает протекание СОЖ за пределы станка и позволяет СОЖ вернуться обратно в резервуар через решетку (сито). При этом стружка остается в поддоне и не попадает в резервуар для СОЖ. Размер лотка позволяет производить сбор СОЖ даже тогда, когда изменен угол пильной рамы. Опционально станок может быть укомплектован микронайзером. Это устройство распыляет воздушно-масляный туман на полотно пилы, что предотвращает утечки СОЖ за пределы станка. Микронайзер используется преимущественно для раскроя профильных полых заготовок. Для раскроя заготовок из сплошного материала рекомендуется применение третьего дополнительного шланга подачи СОЖ (опция). С его помощью СОЖ подается в середину зоны раскроя и создает дополнительные смазку и охлаждение в зоне реза.Подача пильной рамы на линию реза
Подача пильной рамы осуществляется гидравлическим путём, скорость опускания регулируется посредством гидравлического клапана и регулятора, расположенного на пульте управленияСистема автоматической регулировки давления пильной рамы на заготовку
Система автоматической регулировки давления пильной рамы на заготовку служит для изменения скорости подачи пильной рамы в зависимости от типа материала и её габаритов. Сопротивление материала передаётся на шток регулировочного клапана, установленного на направляющем блоке пилы. При избыточном давлении перекрывается перепускной клапан, ограничивается подача гидравлического масла, замедляется скорость опускания пильной рамы. Таким образом, скорость подачи пильной рамы при опускании во время раскроя заготовки регулируется без вмешательства оператора. Наличие этой системы позволяет станку регулировать скорость подачи в зависимости от меняющихся параметров процесса реза.Пульт управления станком
Все элементы управления станком вынесены на пульт оператораРазмеры сечения раскроя, мм
| 0° | 1520 | 1520 × 1520 | 1520 × 1520 | 1520 | — | — | — |
| 45° R | — | — | — | — | — | — | — |
| 45° L | — | — | — | — | — | — | — |
| 60° R | — | — | — | — | — | — | — |
| 60° L | — | — | — | — | — | — | — |
Технические характеристики
| Рабочий инструмент | Ленточное полотно |
| Тип исполнения | Двухколонный |
| Режим эксплуатации | Полуавтоматический |
| Угол поворота пильной рамы | 0° |
| Привод, кВт | 11,0/15,0 |
| Скорость ленточного полотна мин., м/мин | 15 |
| Скорость ленточного полотна макс., м/мин | 90 |
| Ширина и толщина ленточного полотна, мм | 80х1,6 |
| Длина ленточного полотна, мм | 11200 |
| Подключение | 3х400 В/50 Гц |
| Вес, кг | 15000 |
| Длина, мм | 6875 |
| Ширина, мм | 2200 |
| Высота, мм | 3900 |
Дополнительная оснастка

Гидравлическое устройство пакетной резки
Вертикальный верхний прижим для раскроя пакета заготовок.

Гидравлический индикатор натяжения пильного полотна
Позволяет постоянно контролировать напряжение пильной ленты даже в процессе эксплуатации машины.

Лазерный указатель линии реза
Отображает точное положение пильного полотна относительно заготовки и показывает место будущего реза для легкой установки длины материала без использования ограничителей длины. Это также очень удобно при раскрое под разными углами.

Микронайзер
Используется для создания воздушномасляного тумана – идеально подходит для раскроя профилей и труб. Поставляется в двух исполнениях: стандартное и в версии ВОХ. Версия ВОХ дополнена устройствами для очистки и подготовки воздуха.

Дополнительный шланг подачи СОЖ
Используется при раскрое полнотелых сплошных заготовок, место охлаждения заготовки может настраиваться индивидуально. Третий шланг подачи СОЖ с форсункой позволяет производить охлаждение и смазку пильного полотна посередине раскраиваемой заготовки.

Лампа подсветки рабочего места
Галогенная лампа используется для подсветки рабочего места оператора.

Пистолет для очистки станка
Используется для очистки станка от стружки и загрязнений.

Цифровая индикация угла поворота
Позволяет отображать установленный угол поворота пильной рамы с точностью до 0,1°.

Регулятор давления тисков
Применяется для регулировки давления тисков на заготовку, используется при раскрое тонкостенных профильных заготовок.

Тензиометр
Чувствительный и точный прибор для измерения натяжения ленточного полотна, применяется при смене инструмента. Незаменимое средство при повседневной работе с ленточными пилами. Позволяет увеличить срок службы ленточного полотна.

Ограничитель длины
Ограничитель длины 500 мм, который устанавливается на раму станка.
Конвейер для удаления стружки
Применяется для отвода стружки от зоны раскроя заготовок.

Комплект опор для выравнивания станка
Используется для выравнивания станка по горизонтали при установке на неровные поверхности.

Соединительные части
Используются соединения станка с рольгангами.
Документы
Услуги







Рольганги
Серия Х
Очень гибкое решение для обработки тяжелых заготовок. Благодаря уникальному профилю роликовые транспортеры серии X выдерживают большие нагрузки (до 2500 кг на 1 метр погонный у стандартных рольгангов). В зависимости от грузоподъемности меняются диаметры и типы роликов, их кол-во и межцентровое расстояние. Широкий ассортимент дополнительной оснастки позволяет комплектовать рольганги под требования заказчика. Рольганги выпускаются в приводной и не приводной версиях. Рольганги могут комплектоваться приводными поперечными цепными столами для загрузки и выгрузки заготовок. Для подбора системы загрузки и выгрузки заготовок обращайтесь к менеджеру.Есть вопрос?