
Как выбрать ленточнопильный станок? Информационный гид по подбору оборудования

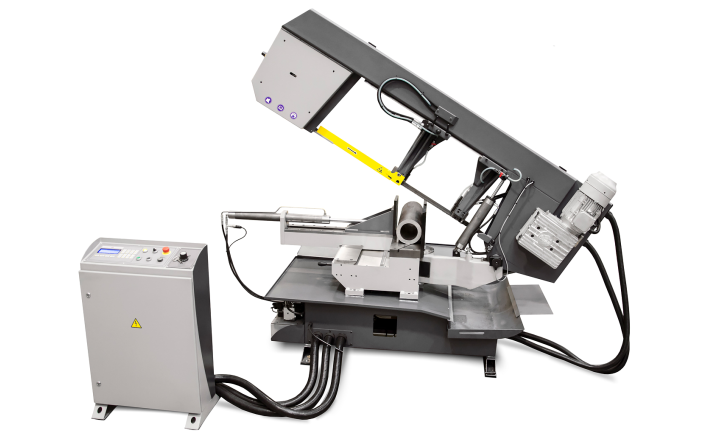
Самый распространённый и экономически эффективный (в расчете себестоимости пиления) способ резки заготовок трубы и профиля – это использование ленточнопильных станков, или, как их еще называют, «лентопилов».
Принцип обработки, заложен в самом названии оборудования, а именно: пиление происходит закольцованным ленточным полотном, вращающимся посредством шкивов.
Лентопилы широко представлены различными производителями и делятся на различные группы в зависимости от требуемых задач. В частности:
-
По конструкции (на маятниковые и двухколонные).
-
Степени автоматизации (ручные, полуавтоматические, автоматические).
-
Назначению (пиление под углом, раскрой сплошной заготовки или профиля, пакетная резка).
-
Мощности главного привода.
-
Размеру ленточного полотна.
-
Опциональному оснащению.
-
Габаритным характеристикам сечения раскроя.
Как подобрать нужную модель и на какие параметры необходимо обратить особое внимание?

1. Максимальный размер и тип сечения заготовки.
Максимальный размер сечения заготовки (пакета заготовок) и тип сечения самой заготовки (профильная или сплошная заготовка) - базовые вопросы. И если с максимальными размерами все предельно понятно, то тип заготовки очень важно принимать во внимание.
Максимальный размер сечения заготовки (пакета заготовок) – определяющее значение имеет размер сечения самой большой заготовки в вашей номенклатуре, либо размер пакета заготовок. Но есть несколько особенностей. Первая из них: многие модели ленточнопильных станков имеют неравносторонний максимальный размер пиления.
Например, маятниковый станок Transverse 610.440 DGH, цифры в названии и говорят о максимальном сечении, что в данном случае прямоугольник 610 х 440 мм, где 610 мм – максимальная ширина обработки, а 440 мм – максимальная высота обработки.
Вторая особенность, если у вас в номенклатуре имеется круглое сечение, такое как труба, то диаметр нужно сверять по меньшей из граней максимального сечения раскроя заготовки. У той же модели маятникового станка Transverse 610.440 DGH, с максимальным прямоугольным сечением 610 х 440 мм, максимальный размер разрезаемой трубы = 440 мм.
Если у вас в номенклатуре, помимо труб, швеллеров, уголков и т.п., есть еще и сплошные заготовки, то нужно учитывать, что запас в размере пиления сплошного профиля должен быть не менее 40%. Так рекомендуемый максимальный диаметр сплошной заготовки на модели Transverse 610.440 DGH составляет 250 мм.
Если сплошные заготовки – это основная номенклатура пиления, а ее предельные размеры сечения 300 мм и более, то выбор стоит делать уже в пользу двухколонного станка, с большими параметрами жесткости, с более мощным двигателем и более широким полотном, что позволит также применять широкий спектр режимов резания для достижения отличного результата. Например, на замену Transverse 610.440 DGH можно рассмотреть модель Individual 620.460 DGH.

Обязательно при выборе модели нужно учитывать перспективы расширения номенклатуры производства, а также рекомендуемый запас по максимальному сечению. Если заложить 20-30% к размеру максимального сечения в номенклатуре, приобрести станок с расширенными параметрами по сечению раскроя, то чуть большие затраты на начальном этапе, окупятся долговечностью оборудования в работе и дополнительными возможностями в пилении в случае их появления в будущем.
2. Уровень автоматизации и производительность.
Как уже упоминалось ранее, по степени автоматизации станки делятся на 3 типа:
Безусловно, помимо базового выбора модели станка по этим критериям, на автоматизацию и производительность также влияет и широкий набор опций оборудования, но тем не менее формулу можно считать верной - чем выше нужна производительность, тем должна быть выше степень автоматизации оборудования.
Чем же отличаются ручные, полуавтоматические и автоматические лентопилы? Все просто, степенью участия оператора в работе станка и выполнения операций вручную.
Ручные – все манипуляции на станке осуществляются вручную, от подачи заготовки и ее фиксации посредством зажимных механических тисков в зоне реза, до подъема пильной рамы в исходное положение после окончания цикла раскроя. Большинство моделей оснащены гидравлическим цилиндром и клапаном, с помощью которых оператор регулирует скорость опускания пильной рамы, перемещение рамы вниз происходит преимущественно под действием сил тяжести без нагнетания дополнительного гидравлического давления.
Полуавтоматические – процесс подачи заготовки производится вручную, а процесс резки происходит в полуавтоматическом режиме. С помощью пульта управления оператор может контролировать работу гидравлических тисков и зажимать заготовку, регулировать скорость вращения полотна, регулировать скорость опускания пильной рамы и ее давление на заготовку, выбирать режим подачи СОЖ и т.д. Подъем и опускание пильной рамы у полуавтоматических станков производится за счет гидравлики.
Автоматические – в данном случае автоматизирован не только процесс резки заготовки, но и процесс подачи. Станки оснащены числовым управлением, в программу вносятся данные о количестве и длине конечного продукта, размерах исходных заготовок, режимах резания. Фиксация в основных тисках, перемещение пильной рамы вниз и ее возврат в исходное положение осуществляются посредством гидравлики. При этом подача заготовок может производиться как при помощи серводвигателя, так и с применением гидравлики в зависимости от модели станка.
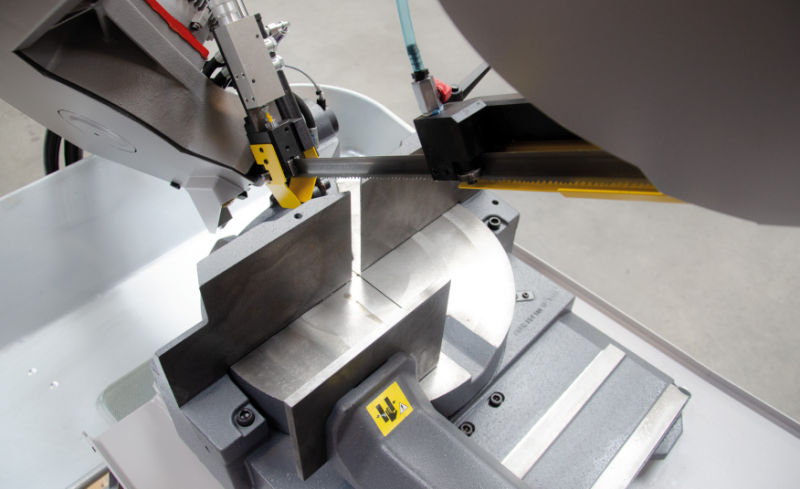
3. Резка под углом.
От необходимости применения углового раскроя заготовок зависит какая модель применима для выполнения производственных задач, потому как есть станки, на которых производится резка только под прямым углом, они обладают большей жесткостью и производительностью, например, серии Proline и Extend , а есть модели станков с поворотом пильной рамы до 60 градусов в обе стороны, что делает данное оборудование более универсальным, например, серии Transverse и Individual.
При резке под углом необходимо принимать во внимание ряд важных особенностей:
- Во-первых, при резке под углом максимальное сечение заготовки уменьшается и отличается от сечения при раскрое под прямым углом. Это зависит и от конструктивных особенностей станков, от увеличения площади сечения резки заготовки при угловом раскрое, и от уменьшения рабочего просвета в зоне реза. Например, тот же Transverse 610.440 DGH под углом +60 градусов способен распилить трубу диаметром 350 мм в отличии от 440 мм под прямым углом.
- Во-вторых, системы поворота тоже отличаются на различных моделях. На более простых моделях многие конкуренты ставят поворотные тиски. Это наиболее простая и дешевая технология, но она весьма неудобна тем, что поворачивать нужно саму заготовку, оператору приходится работать при этом с тяжелыми весами,также применение данной системы увеличивает рабочую зону и площадь размещения станка с рольгангами в производственном помещении.
На всех моделях станков компании Bomar применяется поворотная консоль, на которую устанавливается пильная рама, а зачастую и рабочий стол, что не только исключает дополнительные ручные манипуляции с заготовкой, но и позволяет производить поворот пильной рамы независимо от зафиксированных тисков и заготовки даже на такой простой модели, как EasyCut 275.230 DG, а также продлевает срок использования рабочего стола, который перестает быть расходным материалом, так как паз в столе всегда находится под пильным полотном.
- В-третьих, практически на всех ручных и полуавтоматических моделях, поворот пильной рамы осуществляется вручную с индикацией по угловой шкале, установленной в основании станка. Но на некоторых моделях автоматических станков поворот осуществляется электромеханическим путем посредством цепной передачи.
- В-четвертых, так как у автоматических станков подача заготовки осуществляется подающими тисками, то в автоматическом режиме раскрой заготовок возможен только при повороте пильной рамы не более чем на 45 градусов, раскрой заготовок под углом от 45 до 60 градусов производится в полуавтоматическом режиме во избежание столкновения подающих тисков с рамой и направляющими блоками.
4. Тип и материал заготовки.
Данный пункт немного перекликается с первым, но речь пойдет больше о ширине ленточного полотна и базовой мощности станка. Чем сложнее задача – тем мощнее станок. Сплошное сечение, специальные сплавы, нержавеющие и легированные стали – требуют особых режимов резания, применения упрочненного полотна (толще и шире) и более мощного основного двигателя.

У многих конкурентов на простые модели лентопилов устанавливаются полотна шириной 13 или 20 мм. Никакой особой специализации полотен и отсутствие разнообразия шага зубьев (см. отдельную статью) на такой ширине не подберешь. Раскрой сплошного материала будет проблемным при использовании такого полотна.
У станков компании Bomar даже на самую простую модель EasyCut 275.230 DG ставится сразу 27-ое полотно. На начальном этапе это может оказаться дороже, но в дальнейшем позволит значительно сэкономить расходы на инструменте. Тем более, есть примеры сроков эксплуатации ленточнопильных станков Bomar на протяжении более 15 лет
5. Габариты станка.
Не всегда, но размеры станка могут иметь значение. Площадь нового цеха и его планировка, или ограниченное пространство в уже имеющемся цеху, тоже могут влиять на подбор оборудования. Помимо самого лентопила, нужно учитывать и дополнительную оснастку, такую как рольганги для подачи и выгрузки заготовок. В рамках своей компактности очень удачно смотрится самый младший в линейке автоматических станков - ProfiCut 275.230 GANC, занимающий всего 4 кв. м.
6. Дополнительные опции.
| Опция | Описание |
| Ручное устройство пакетной резки | Вертикальный верхний прижим для раскроя пакета заготовок. |
| Гидравлическое устройство пакетной резки | Вертикальный верхний прижим для раскроя пакета заготовок. |
| Гидравлический индикатор натяжения пильного полотна | Позволяет постоянно контролировать напряжение пильной ленты даже в процессе эксплуатации машины. |
| Лазерный указатель линии реза | Отображает точное положение пильного полотна относительно заготовки и показывает место будущего реза для легкой установки длины материала без использования ограничителей длины. Это также очень удобно при раскрое под разными углами. |
| Микронайзер | Используется для создания воздушномасляного тумана – идеально подходит для раскроя профилей и труб. Поставляется в двух исполнениях: стандартное и в версии ВОХ. Версия ВОХ дополнена устройствами для очистки и подготовки воздуха. |
| Дополнительный шланг подачи СОЖ | Используется при раскрое полнотелых сплошных заготовок, место охлаждения заготовки может настраиваться индивидуально. Третий шланг подачи СОЖ с форсункой позволяет производить охлаждение и смазку пильного полотна посередине раскраиваемой заготовки. |
| Лампа подсветки рабочего места | Галогенная лампа используется для подсветки рабочего места оператора. |
| Пистолет для очистки станка | Используется для очистки станка от стружки и загрязнений. |
| Цифровая индикация угла поворота | Позволяет отображать установленный угол поворота пильной рамы с точностью до 0,1°. |
| Регулятор давления тисков | Применяется для регулировки давления тисков на заготовку, используется при раскрое тонкостенных профильных заготовок. |
| Тензиометр | Чувствительный и точный прибор для измерения натяжения ленточного полотна, применяется при смене инструмента. Незаменимое средство при повседневной работе с ленточными пилами. Позволяет увеличить срок службы ленточного полотна. |
| Ограничитель длины | Ограничитель длины 500 мм, который устанавливается на раму станка. |
| Конвейер для удаления стружки | Применяется для отвода стружки от зоны раскроя заготовок. |
| Комплект опор для выравнивания станка | Используется для выравнивания станка по горизонтали при установке на неровные поверхности. |
| Соединительные части | Используются для соединения станка с рольгангами. |
| Прижимные цилиндры | Комплект прижимных цилиндров используется для горизонтальной фиксации заготовок. |
| Аспирационная установка | Используется для отвода стружки от зоны раскроя заготовок. |
Изучив вопросы и предложения, изложенные в этом материале, можно понять и сориентироваться, какой станок наилучшим образом будет отвечать поставленным перед Вами производственным задачам. Перейдите в раздел Подбор станка. Но, в любом случае, для корректного подбора оборудования вы всегда можете обратиться за помощью к профессионалам и обсудить все технические тонкости и нюансы задач со специалистами в области технологии раскроя на ленточнопильном оборудовании, которыми как раз и являются сотрудники компании Bomar!
Свяжитесь с нами любым удобным для Вас способом.





